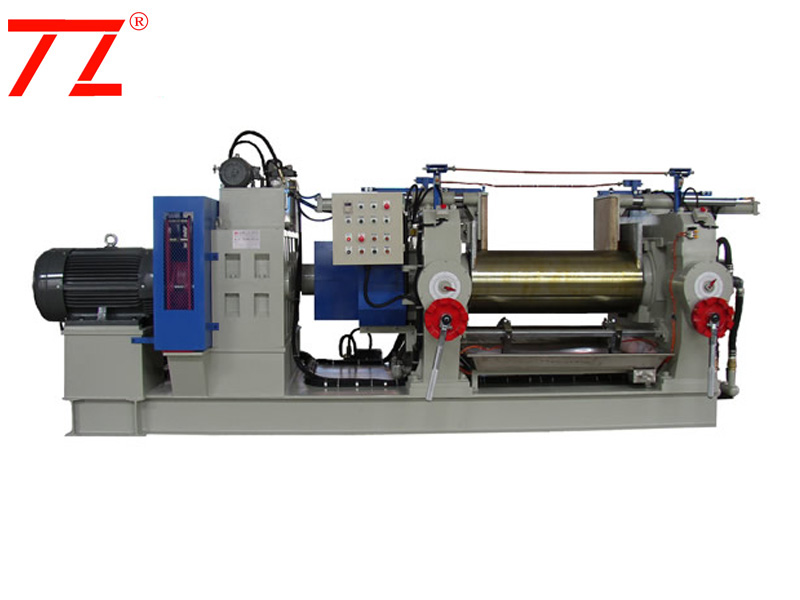
版權所有:東莞市同舟橡膠機械有限公司 Copyright © 2018 All Right Reserved 地 址:東莞市厚街鎮三屯倫品涌工業區11號廠房 電話:0769-85967970 傳真:0769-23294120 手機:13128772120 聯系人:徐小姐東莞密煉機,二手密煉機,EVA出片機,翻膠機,四邊切除機,切膠分條機,四邊裁切機,密煉機維修,開煉機維修,開煉機廠家